摘要:由于牙膏生产后段需恒压供膏,且为保证灌装机的灌装精度,输送过程需要保证膏体的压力恒定,膏体的流量根据灌装需求进行供给。本文研究的自动化恒压供膏控制系统通过PID控制算法,控制恒压罐阀门开度以保证恒压罐内膏体压力的恒定,通过对PID参数的整定保证系统的稳定性,为牙膏生产后段灌膏的工序提供有力保障。
0引言
牙膏的生产主要分为制膏和灌膏两部分,供膏系统在制膏及灌膏两部分间起到连接作用。在膏体生产结束后,恒压供膏系统需要根据后段自动化灌装线的生产要求进行膏体输送。为保证灌装机的灌装精度,输送过程需要保证膏体的压力恒定,其中膏体流量根据灌装需求进行供给。自动化恒压供膏系统主要用于金殿日化牙膏生产过程中的制膏结束后膏体的自动化输送。国内对供膏系统中对恒压罐阀门的控制基本全依靠人工经验,这种方法很难保证灌膏的稳定性,加上人为操作的局限性且没有相应的监测系统,严重影响灌膏质量。因此迫切需要研发自动化恒压供膏系统。
1自动化恒压供膏系统的工艺流程及系统组成
1.1自动化恒压供膏系统工艺流程
在制膏生产结束后将膏体输送至膏体暂存移动罐,然后由泵体输送至恒压输送罐,输送过程需根据灌装机灌装需求进行膏体供料,同时需考虑避免泵体减少启动频率,以免对泵体使用寿命造成影响。恒压输送罐容积740L,为保证0.3MPA压力输送,罐体要求设计压力1.0MPA。恒压罐根据后端灌装机的灌装量要求,保持0.3MPA压力给料。自动化恒压供膏系统工艺流程见图1。
1.2自动化恒压供膏系统主要工艺设备
3m3移动暂储罐8个,转子输送泵4台,740L恒压输送罐8个。
2自动化恒压供膏系统设计
自动化恒压供膏系统的基本设计思路为采用基于PLC的PID控制方法,在恒压管内安装压力传感器、液位传感器,由压力传感器及
电容式液位传感器将罐内压力及液位通过变送器实时传给控制器,控制器通过变送器传回的数据通过PID的控制算法来调节恒压罐阀门的开度,进而形成一个闭环控制。形成基于PLC的PID控制系统,采用了传感器与PLC设计相结合,优化了供膏系统的控制过程。
2.1系统控制设计
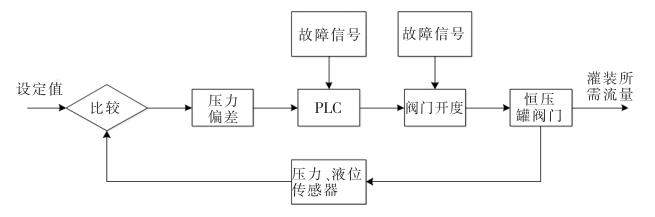
自动化恒压供膏系统的控制采用负反馈控制理论和PID控制算法。对所要控制的恒压系统进行分析后,确定控制信号中的被控量为灌膏工作时阀门的开度,控制系统的目标值为恒压关内的压力,被控对象为恒压罐阀门,控制装置为可编程控制器。将恒压罐内的压力、液位与设定值进行比较,得到偏差,通过PLC控制变频器调节输送泵,#后使恒压罐内的压力及液位跟进设定值,使恒压罐内的压力恒定不变。自动化恒压供膏系统的结构原理如图2所示。
2.2系统硬件设计
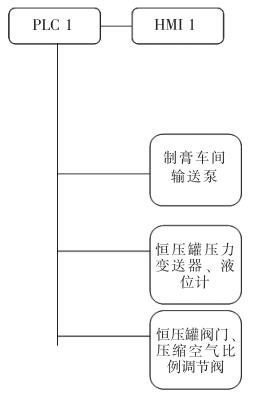
根据以上工艺流程要求,以及现场工艺设备的安装位置情况,将恒压供料系统置于每台灌装机旁,使用一台PLC作为逻辑控制运算,一台HMI作为操作人员人机交互,用于设定压力等控制参数设定,恒压供膏系统的示意图如图3所示。
PLC根据灌装机的灌装量控制恒压罐阀门开度,从而达到调节膏体流量的目的,灌装机的膏体需求量根据液位计采集数据变化量来计算,罐体内压力通过管顶
卫生型压力变送器进行监控,从而控制压缩空气比例调节器控制管内压力恒定。
2.3系统软件设计
系统采用西门子PLC-200型PLC作为控制中心,用PLC去控制恒压罐阀门开度来达到恒压稳定的效果。
每套系统I/O统计数量为10个点位,考虑系统预留为今后扩展使用。I/O口所需数量如表1所示。
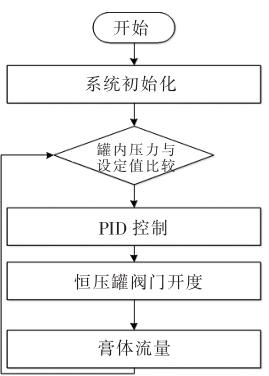
从HMI上按下启动开关时输送泵运行且恒压罐的阀门开启,程序根据压力、液位传感器反馈的数据通过PLC输出一个电压或电流信号(0~10V或4~20mA)给阀门控制器,该电压或电流信号控制阀门的开度,通过阀门开度的增大和减小从而达到调压的目的。如果停止按钮按下时,PLC会给阀门一个关闭信号,则输送泵停运,阀门关闭。自动化恒压供膏控制程序系统框图如图4所示
3结束语
根据系统要求及当前恒压供膏系统存在的问题,设计了金殿日化自动化恒压供膏控制系统,系统稳定运行至今10年。即实现了为后端灌膏环节提供持续稳定的牙膏源,又为公司节约了成本。由于使用PID控制方法,一方面使系统运行稳定,一方面提高了生产效率。
QBk压力变送器_差压变送器_液位变送器_温度变送器
注明,永利总站总区仪表文章均为原创,转载请标明本文地址