
ժҪ��Һλ�������������Զ�����������Ҫ��ɲ��֣�ȷ�ɿ���Һλ������װ�õ�ƽ�����м���ȫ��������ʮ����Ҫ�����á�ͨ�������ĸ����尸��������Һ���������������з�����ը���ܼ��������������ȶ�����¯����Һλ���Ʋ��ȶ�����Һ������Һλ�ƶ�����ȷ����ϸ˵���˼�Һλ��װ�ò����Ͱ�ȫ����������Σ������������Щ��Һλ������ԭ���������Ӧ�Ĵ�����ʩ���ڽ��ϻ���������ı�ʱ��Ӧ��ʱͨ����������ȡ�ñ���Һ���ܶȱ仯�������������ѹҺλ����ѹ�źţ����������������������ѹ�ơ��������ֶ��貣����Һλ�Ƶȷ����ɶ����Һλ�����ݽ�����Ч����DZ��ܿ�λ��Ӧ���������롢�������ʵij�������ܿ�ʱӦ����嵲�壻�������������Ʒ�������Ч�ؽ����¯������Һλ�����Ŀ������⣻�������豸�IJ�����Һλ�ƻ��ѹҺλ�������DZ��ܿڼ�ľ���Ӧ��������IJ�����Χ����Щ��ʩ��Ϊͬ��װ��Һλ�DZ�����ƻ�����ṩ�ο��������
ǰ��
�DZ����Զ������������ͻ���װ��������Խ��Խ��Ҫ�����ã�Һλ�������������Զ�����������Ҫ��ɲ��֡�ȷ�ɿ���Һλ������װ�õ�ƽ�����м���ȫ��������ʮ����Ҫ�����á�����ͨ�������ĸ����尸��������Һ���������������ı�ը���ܼ��������������ȶ�����¯����Һλ���Ʋ��ȶ�����Һ������Һλ�ƶ�����ȷ��ϸ˵�������������м�Һλ��װ�ò���������Σ������������Щ��Һλ������ԭ���������Ӧ�Ĵ�����ʩ��
2����Һ���������������ı�ը
2005��3��23��13ʱ20�����ң�Ӣ��ʯ��˾(BP)�������ÿ���˹��(Texas)���ͳ����칹��װ�÷�����ը�¹ʡ���ը������ݻ��˸���50�����ͻ�ѧƷ���ޣ�������Լ1.21km��ľ��������������15������������180�������˼�15����Ԫ���ϵľ�����ʧ�����ǽ�20����������������#���صĹ�ҵ�¹�[1~4]��
2.1ԭ�����
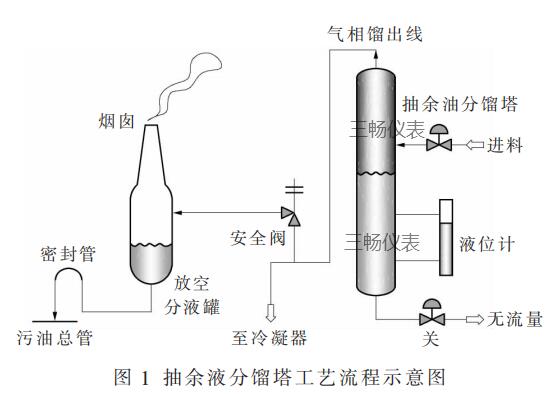
�칹��װ�õij���Һ����������������ͼ1��ʾ�������ڼ�����Ϻ����¿������ϡ����������У�������Ա�ñý���������ѹ������һ̨�ھ�Ϊ3.8m���߶�Ϊ51.8m�ij����ͷ����������ڽ������ͷ������ʯ���ͺ���ʯ������֡����������������ϵIJ�ѹ������δ�������У���ڲ��Ϲ�Сֱ����ȫ�ر��������Ͽ��Ʒ�������DZ�����ʾ�����нϴ�ij����������������Ա����Ϊ�ÿ��Ʒ���©���ض�����رգ���ʱ���������������ϣ����DZ���ʾҺλ�����ǣ�ʵ�����������Һλ�������ǣ���Һ���������ط�¯��Һ�������λ��ʱ���ط�¯�������彫����Һ��Я�����ϲ��������������ص���ĭ�д���Һ������Һ�������������������������������������
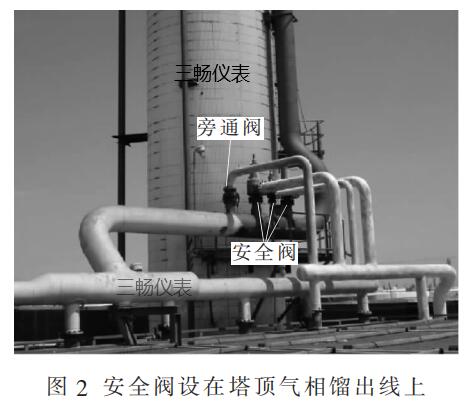
������ȫ��δ����������ͷ�ϣ����������˾���������Լ45.1m����������ߵ͵㴦(��ͼ2)������Һ�����������ߴ�ֱ�����������ڰ�ȫ����ڴ������˶���ľ�ѹ���ɸô�ѹ����144.8kPaѸ��������441.3kPa��������ȫ����ѹ������3�������İ�ȫ��ȫ������������Һ�����й����һ̨Ԥ�����õķſշ�Һ���С��ſշ�Һ�������Ƕ�й�Ž��ʽ�����Һ���룬�ֳ�������ֱ�ӱ������������ֳ���Һ���Թ�ͨ����U���ܷ������ѹ��ԼΪ20kPa�������ܹ��У�����Щ���ڱ���״̬��Һ�����ܷ����������ʱ����ѹͷ��ʧ�������������������������ڵ�U���ܷ�ܶ����γ����裬ʹҺ�岻��ͨ�����ܷ�������������ܹ��У���ֻ�ܻ����ڷſշ�Һ���ڣ����ڸù��ݻ����ޣ�Һ��ܿ콫����������������Ϸ��ĸ߶�Ϊ34.4m���̴���������������Һ������Ȫһ���������䲢����Ϊ���壬�γɿ�ȼ���������ơ��������Ʊ�����һ��û��Ϩ���С�ͳ����ػ���������������Ļ�ȼ����������δ�ը��
�ñ�ը��һϵ�в��������ʧ����ɵģ���û�а��涨�IJ���������װ����ȼ��Ʒ���ϳ���ſ��̴�����������ȫ����װλ�ù��͡���ȫ���ſս���δ�ܱ��ŷ������ϵͳ��[1~6]����������Ա������Һλ����ʾ�����Һλ���ɱ�����ɸñ�ը�¹ʵ�#��Ҫ��ԭ��֮һ�������ͷ���������ѡ�ò�ѹʽҺλ�Ʋ���Һλ����ѹҺλ�ƵĹ���ԭ����������Һλ�ı�ʱ����Һλ�����ľ�ѹ��Ҳ��Ӧ�仯[7]������֮��Ĺ�ϵΪ��
��p=p2-p1=ρ·g·H(1)
ʽ�У���pΪҺλ����ȡѹ������ȡѹ�ڼ�IJ�ѹֵ��Pa��p1ΪҺ�����ϵ���ȡѹ�ڴ�ѹ����Pa��p2ΪҺ�����µ���ȡѹ�ڴ�ѹ����Pa��ρΪ����Һ���ܶȣ�kg/m3��gΪ�������ٶȣ��ڼ���ʱͨ��ȡ9.81m/s2��HΪ����Һλ�߶ȣ�m��
�ڱ���Һ���ܶȲ��������£���p��Һλ�߶�H�����ȣ��ɲ���ľ���ѹ��p�ɼ��������Һλ�߶�H��Ȼ������Һ����ܶȲ�����һ�ɲ���ģ��������Ž�����ɡ��¶ȵ������ı仯���仯����һЩ������ܶȱ仯��С�����������������Ӱ��װ�õ���������;������һЩ����£��ܶȱ仯�ϴ���������IJ������dz����������ܽ�����ӡ����磬ijʯ��Һ����ԭ�ϵ��ܶȶ��¶ȱ仯���У�0��ʱ�ܶ�Ϊ575kg/m3����30��ʱ�ܶȱ�Ϊ535kg/m3����Ա仯����7%[8]�����統ȫ����ĭ�д�����Һ��ʱ������Һ���д������ݣ������ܶ�ԶС��Һ���ܶȣ����±���Һ���ܶȴ���½�������ѹʽҺλ���Բ��������Һ���ܶ�Ϊ���ܶȣ���ʵ�ʵ���Һ�����ܶ�ΪԭҺ���ܶȵ�65%ʱ��Һλ����ʾҺλ��Ϊʵ��Һλ��65%��
�ڿ����ڼ䣬���ڳ���Һ�����������ܶȽ����ֵ�ͣ�������Ա�����˽���Ԥ������ʹ���������¶Ƚ�һ����ߣ��¶�����ʱ�������ܶȻ��һ���½������������������ص����ã�����Һ���ʵ���ܶȽ�Ϊ���ֵ��78%���ң��Ӷ����������ʾҺλԶ����ʵ��Һλ������ʽ(1)����ʵ��Һλλ������Һλ�Ƶ��Ϲ���֮��ʱ����������Һλ��ߣ����Ϲ�����¹���֮������IJ�ѹ��pʼ�ձ��ֺ㶨��Ϊ���ֵ��78%���ң���Һλ����ʾҺλH��ԭ����ܶ�����ó�������ʾ��Һλһֱ�����������̵�Լ78%�����䣬�������Һλ�ǵ��������¹ʷ�������Ҫԭ��֮һ��
2.2�Ľ���ʩ�ڿ����λ����������Σ�Ӧ��ʱͨ������
����ȡ������ϻ���������ı�����ı���Һ���ܶȱ仯�����Ȼ��ͨ����Ӧ�ķ�������Һλ�����IJ�ѹ�źţ��Ӷ����ȷ�IJ���Һλ��
��ʵ�����������У�Ҳ�ɲ����������ַ��������Һλ�����ݽ�����Ч���
2.2.1�����������������ò�ѹ��
��������ʱÿ������ѹ��һ�㲻����0.7kPa����������ΪN�����������������ѹ��һ�㲻����0.7NkPa�������������������ѹ�ƣ����ѹ����ʾ��ѹͻȻ���ӵ�Զ����0.7NkPa����ʾҺλ��ʱ�䲻�����仯ʱ������������DZ���ʾҺλΪ���Һλ������ʵ��Һλ�ѷdz��ߣ���ʱӦ�Ӵ�������������ͬʱ���ٽ��������羭��һ��ʱ���������ʾҺλ���ޱ仯��������϶���ʾҺλΪ��Һλ��������Ӵ����������������ٽ������������ط����ȸ��ɺͻ�������ֱ��Һλ�DZ���ʾ�½�Ϊֹ����ij�����װ���ѱ��������������У������DZ�ʧ�鵼�²������������У���������ר�����ǽ�һ��ѹ������װ�ڲ�����Һλ�������ӹܵķſտ��ϣ�������ײ�ѹ�����ִ��������Ѱ�װ�õ�ѹ�����ж���������ѹ����Ȼ����ʽ(1)���������ʵ��Һλ�Ѹ߳�������Һλ�ƶ���12.2m���������̲�ȡ�Ӵ����������������ٽ������Ĵ�ʩ��ֱ��Һλ��������Һλ��#�տ����ɹ�[6]��
2.2.2�������ֶ����ò�����Һλ��
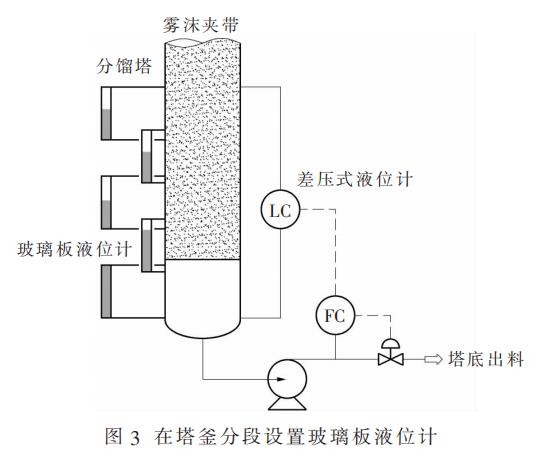
��ͼ3��ʾ���������ֶ����ò�����Һλ�ƿ������ж���ĭ�Ƿ���ڡ����ڲ�����Һλ���ڵľ�ֹҺ��߶Ƚ����ڵ���ĭҺ��߶ȵͣ���۲쵽��ͬ�߶��ұ������õĶ��Һλ�ƾ���Һλ����������Һλ�ģ���֤���˸����Ѵ������ص���ĭ״̬���������Ӧ����[9]��
3�ܼ��������������ȶ�
Ϊ��ߴ�������ijʯ���������ܼ������������˸��죬�������Ҫ�����ǽ��������������Ϊ˫�������塣������ɲ�������������������Һλ�����ȶ�������ѹ�����Կ��ƣ���ʹ�����������������һ�룬����״��Ҳ���Ը��ơ�������Һλ����ʱ�����������ط�������������������������ʱ�ֻ���ɻ�����Һλ�������ߣ������ֿ�ʼ���������ط��������������������������������������������һ�ֵ�����Һλ������ʹ���������ȶ�״̬�²���[10]��
3.1ԭ�����
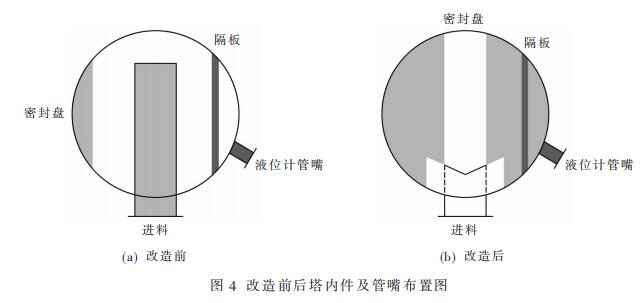
��ؼ�����Ա��ϸ�Ա��˸���ǰ�����պ��DZ�����ṹ�����������������Һλ�Ƶİ�װλ�������������������������Ҫԭ����ͼ4��ʾ���������������ڽ�������Ϊ�ط������ϲ�Ͳ�Ʒ���ϲ�ĸ��塣����ǰ��#�ײ����̽�Һ�ܼ�Һ���ܷ�����������࣬��Һ����Һ�������ط������ϲ࣬�ط�����Һ�����������м�λ�÷������ҽ��Ϲ��������ڲ��뽵Һ�����ƽ�У���������ʹ�ط������Ϲ���Һ�崹ֱ������������������Ҳ��ƽ���ڽ�Һ������������������������Һλ����ɵ�Ӱ���С������Һλ�ƿɻ�����ӳ������ʵ��Һλ������������ɵ�������Ϊ˫������#�ײ����̽�Һ�ܼ�Һ���ܷ��̡��ط�����Һ������ھ��������м�λ�ã��ط�����Һ������ڲ����������ڶ�������ƽ�룬���ڸ÷����ڴ����÷��嵲�壬����������ʹ�ط�������������#�ײ������½�Һ�������Ӵ������������Я������Һ�壬������Һ��������ֱ�Ӷ�������Һλ�Ƶ��ϲ����죬���´���Һ��ͨ���ϲ������������Һλ����[��ͼ5(a)]���������Һλ������ҺλΪ���Һλ�ҳʾ��״���������������ط���������������������������Һλ�IJ�����ʹװ������ƽ�Ȳ���[10]��
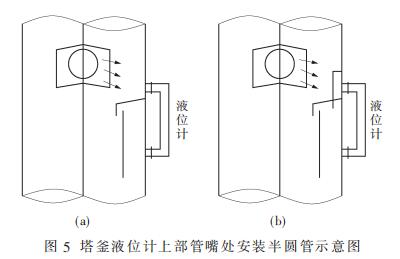
3.2������ʩ
������������ĸǰ���Ҫ������ֹ����#�ײ����̵�Һ���������������Ҳ༴��Ʒ�ࡣ�ڸǰ��·������µ��DZ�������һ����Ч�ĸ��췽����Ȼ�����÷��������������������ڣ���Ҫ������������ʩ��ǿ�ȴ��ر��ǿ��ڲ�λ��Ҫ�����ȴ���(PWHT)ʱ������ˡ�������Һλ�Ƶ��ϲ����촦���ð�Բ�ܷ��嵲����һ�ּ���Ч�Ĵ�����������ͼ5(b)��ʾ���ð�Բ�ܿɹ̶��ڸ�������ĸǰ��ϣ�������ֹ�ط�����Һ���������ͨ���ϲ��������Һλ���У�ʹҺλ����ʾ������ʵҺλ��
�ڰ�Բ���ϲ������������ס����������ڰ�Բ�ܵIJ��Ҳ�����ڶ������崦���Ծ�������Һ��ͨ���ÿ�����Һλ����Ϊѡ�����ݡ����ڲ�ڿ���ʱ����ṹʾ��ͼ��ͼ6��ʾ[11]��
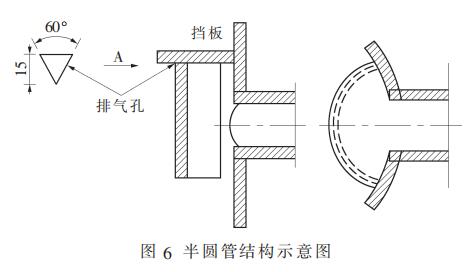
����������������ڶ�������������IJ���ƽ�ȣ���Ʒ�����ϸ�ȡ���������Ч����
4��¯����Һλ���Ʋ��ȶ�
��¯��������Ҫ�����ǽ�����ˮ�������������������¯��ˮ������ˮѭ����·���乤���¶Ⱥ�ѹ���ɷֱ�ߴ�540���25MPa��һ��������ը�¹ʽ�������غ������Ӧ�߶����ӹ�¯�����İ�ȫ���кͲ���������Һλ��һ����Ϊ��Ҫ�IJ������������뽫�������һ���ķ�Χ�ڲ������ȶ�������Һλ����ʱ������Я��ˮ�λ����������������ֻ�ҶƬ�������豸����Һλ����ʱ������ɹ�¯ˮѭ�����ƻ�������ʹˮȫ�������ջ���¯����������ը������Һλ��������Ӱ��������������ϵͳ��#��ʹ����Ʒ�ʶ���ˣ���ȷ��������������Һλ��ȷ����ȫ���ȶ�����������Ҫ����[12~20]��
4.1ԭ�����
ij��¯���������ɹ�¯��ˮ����������Һλ�ĵ�����Һλ����ϵͳ�����������������г��������������ɲ����ȸ��ţ���Щ���Ų�������������ڵ�ƽ��״̬�����᳣��������Һλ�������ƴ������ѡ��統��������(����������)����ʱ������Һλ��Ӧ�½�������������ѹ���½�������ˮ�ķ��ڼӾ磬Һ�������������������ӣ���Щ���ݵ������ˮ������������������������ˮ����“����(swell)”�������Һλ���ߣ����������ߵ�Һλ�����������ڴ�Һ������ʵ��������Գ���Ϊ���Һλ����ʱ��������������ΪҺλ����ֵ���ߣ��Ӷ���С��¯��ˮ���ڷ�����С��¯��ˮ������������Һ����������ˮ���������ܿ�ͻ����ѣ���������Һλ�����½�����ʹ��������������Ĺ�¯ˮ���뵽�����ڣ������ͺ����ã���ʱ����Һλ������������������ˮ���½���ˮ���������ݿ��������ֽ�һ���½���ֱ������ҺλΣ����������¹ʡ��ɼ����������������õ�����Һλ����ϵͳ�����ܿ˷����ϼ�Һλ��Ӱ�졣
4.2������ʩ
����ͼ7��ʾ��������ǰ��-�����������Ʒ�������Ч�ؽ������“��Һλ”�����Ŀ�������[12]��
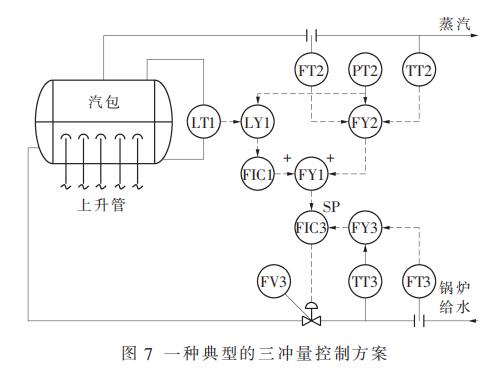
������������ϵͳ�У���Ҫ����������Һλ�������������������ɺ�¯��ˮ��������Һλ�Ƿ�ӳ��¯��������״̬����֤��¯��ȫ��������Ҫ����ָ�ꣻ����������Ϊǰ���ź����룬�ɽ������������Ŷ�������Һλ��Ӱ�죬����Ч�ؿ˷����ڼ�Һλ��������Ŀ���ϵͳ��������¯��ˮ�������Ŀ���ǿ˷���ˮ�������Ŷ�������Һλ��Ӱ�졣��ͼ7�У���������LIC1���÷�ʽΪ�����ã���������FIC3���÷�ʽΪ�����ã���ˮ���ڷ�FV3ѡ���������ڷ�������ִ�л���ѡ������ʽ���������ƹ����ǣ�Һλ������LIC1������������FIC3���ɴ�������ϵͳ��������Һλ�����Ŷ�����ʱ��LIC1������ΪҺλ����ֵ�����ֵ�IJ�ֵ����LIC1���������ӣ���LIC1�ķ����ã���������½�������ӷ�������FY1��FY1�������������LIC1������뾭FY2�����¶ȡ�ѹ�����������������������FT2�������ȷ���������������Ƚ��ȶ�������£�FT2��FY2������������䣬��ӷ���FY1�������С������FY1���ֵ��Ϊ��ˮ�����ĸ���ֵ������������FIC3������Ϊ��ˮ�����IJ���ֵ�����ֵ֮��ڸ�ˮ��������ֵ�Ƚ��ȶ�������£������������������ӣ��������÷�ʽΪ�����ã��������Ӧ���ӣ����ڷ�FV3Ϊ����ʽ����������Ӧ��С����¯��ˮ�����٣�����Һλ�½���ֱ���ص��趨ֵ�ϴﵽ�µ�ƽ�⡣����������ͻȻ���ӣ���������ٵ�����Һλʱ��Һλ����ֵ���ӣ�LIC1���������ӣ����ֵ��С������Ӧ������������FT2���ֵ���ӣ���������������Ϊǰ�������ɱ�֤FY1��������ӣ�ʹ��������FIC3�����С����FIC3���÷�ʽΪ�����ã�FIC3����½�����˵��ڷ�FV3�������ӣ���ˮ�������ӣ��Ӷ�ʹˮ����������ƽ�⣬ʹ���������������Һλ��Ӱ��[12~14]��
�ڸÿ���ϵͳ�У�����������Ϊǰ�������źţ��������ȷ�Թ�ϵ�����Ʒ����Ŀ���Ʒ�ʣ����Ӧѡ�ú��ʵ���ѧģ�ͣ�ʵʩ�¶ȡ�ѹ�������Ա�֤�������ݵ�ȷ�����⣬�����¶ȶԹ�¯��ˮ���ܶ�Ӱ��ϴ���ˮ���¶ȴ�0������300��ʱ�����ܶȴ�1000kg/m3����712kg/m3���ɴ˿ɲ���15%���ϵIJ�������ˣ����¯��ˮ���¶ȱ仯�ϴ�ʱ��������ҲӦ�����¶Ȳ���[12~18]��
5��Һ������Һλ�ƶ�����ȷ
ij�����������Һ����װ�ý��������������dz�������һ̨��ʽ��Һ������Һ���롣װ��Ͷ�����ַ�Һ���ϵIJ�����Һλ��Һλ��ʾ��ȷ��������װ��ƽ�����кͰ�ȫ������������Ҫ
������
5.1ԭ�����
�÷�Һ�������DZ��ܿڵ�������ͼ8��ʾ��
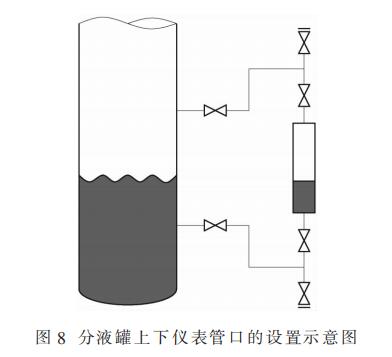
��ͼ8�ɼ�����Һ�������DZ��ܿ�֮��ľ���С�ڲ�����Һλ�ƵIJ������̡�����Һ��Һλ�½������DZ��ܿ�֮��ʱ���������ڵ�Һ�����˷��²����ӹ��ߵĸ߶Ȳ���������Һ���У�ֻ�ܱ���ȫ�����ڲ�����Һλ���У���ʱ������Һλ���е�Һλ�������Һ��ʵ��Һλ���κι�ϵ����ʹ��Һ��ʵ��Һλ�ӽ���0��������ʾ���ҺλҲ���ֲ��䣬�Ҷ�����ʵ��ֵ��[20]����ͼ9(a)��ʾ��
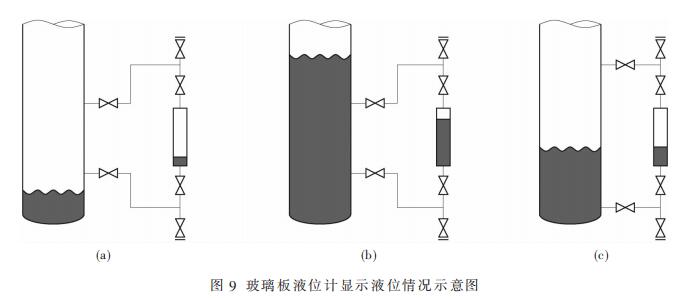
����Һ��Һλ����������ֱ���������DZ��ܿ�֮��ʱ���������ڵ����屻��Һ���ڵ�Һ����ȫ�����ڲ�����Һλ���С���Һ��Һλ��������ʱ��Ҳֻ�ܽ�������Һλ���ڵ��������ѹ��������ʹ����ʧ�����ֽ����ɲ�����Һλ����ʾҺλС
��ʵ��Һλ����ͼ9(b)��ʾ��
5.2������ʩ
��ͼ9(c)��ʾ��������ʩ�ǽ���Һ�������DZ��ܿ����¿��ڣ�ʹ��֮��ľ����������IJ�����Χ�����ϲ���ͨ�ܱ������ϲ��ܶȽ�С��������ͨ���²���ͨ�ܱ������²��ܶȽϴ��Һ����ͨ�������ֽ���֮��û���������ʡ����ӹܾ����̶�ֱ����������ʹ�ù������ͷ�ȹܼ�[20��21]��
��ͼ9(c)��ʾ��ʽ���и����Һλ��Һλ��ʾ������
6����
��ȷ��Һλ�DZ������Ҫ��רҵ��ͬŬ������ܵ���װרҵӦע���DZ��ܿڷ�λ�Ƿ�����Ͳ����Ƿ㣬�豸רҵӦע���DZ��ܿ��뺸�����Ƿ�����Ҫ���ر��ǹ���רҵӦ���ȷ�Ĺ��ղ���������Ӱ��Һλ�ȶ���DZ���Ŷ����ء�Һλ�仯�Ժ������չ��̵�Ӱ��ȣ��DZ�רҵ���ݹ�������ѡ��#���˵��DZ������Ʒ�����ʹ���ַ������á��ڲ��������У�������ԱҲӦͬʱ�����DZ����շ�������֪ʶ������ͨ�����������жϳ���Һλ�����п��١���Ч������������
����ͨ����4�����尸�����������ͷ�������ϸ��˵���˼�Һλ������ԭ�����װ�ò���������Σ�������������Ӧ�Ĵ�����ʩ���������ʱҪ������Һλ�ƻ��ѹʽҺλ���ϲ���ͨ�ܱ������ϲ��ܶȽ�С�Ľ�����ͨ���²���ͨ�ܱ������²��ܶȽϴ�Ľ�����ͨ���ڲ���ʱӦ��ʱͨ����������õ�����Һ���ܶȱ仯�����Ȼ��ͨ����Ӧ�ķ���������ѹҺλ�Ʋ�ѹ�źŵȡ���Щ��ʩ��Ϊͬ��װ��Һλ�DZ�����ƻ�����ṩ�ο�������İ�����














 ��ע���� ʵ�ֹ�Ӯ
��ע���� ʵ�ֹ�Ӯ