摘要:硅压组类型的压力变送器具有体积小巧的特点,压力芯片和调理芯片采用裸片,有助于减小其产品体积;而使用裸片需要将芯片的引脚通过邦定引出,然后再将PCB板固定到压力变送器的本体上,#终通过压力变送器外壳进行保护。设计一种线路板抓取固定装置,用以抓取PCB板并在三轴机的配合下,将PCB板粘贴固定到压力变送器本体上,以保护芯片和邦定线。装置成本低廉,实际使用情况良好。
硅压组类型的压力变送器一般体积都比较小巧,本例以油箱压力变送器作为设计对象。该产品外形尺寸约为58mm×28mm×29mm,去除密封结构和电气接口部分,线路板的可设计面积约13.7mm×8.7mm。在这非常有限的空间里,需要布置压力芯片、调理芯片及辅助电路以便进行压力信号的采集和数据处理,因此压力芯片和调理芯片都采用裸片。本例的裸片芯片通过胶水固定在铝基板上,再通过金线邦定机将芯片的功能焊盘通过直径0.02mm的金线和铝基板的焊盘热超声键合在一起(热超声键合法的键合过程是同时施加热量和超声能量,实质是热压键合和超声键合的组合,主要用于金线键合[1])。压力芯片受压易碎,且金线细小,受到触碰或者剐蹭就会互相短路或者断线,因此通过人工夹取线路板并固定到
压力变送器的本体上,易造成线路板故障,且效率低下。本设计一种线路板抓取固定装置,由抓料装置、进料装置、涂胶装置等组成,可实现线路板抓取、线路板进料、本体涂胶等功能,并通过控制三轴机的三轴运动轨迹,#终将线路板固定到压力变送器本体上。
1抓料装置
抓料装置由料爪、推板、调整板、限位销、气缸
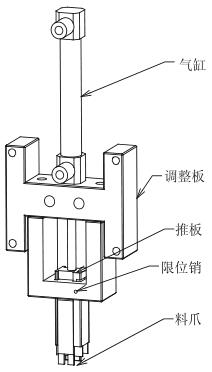
组成,如图1所示。
1.1装置调整方式
本装置固定于三轴机的Z轴上,由于Z轴只有X、Z两个运动方向,同时安装平面也不可能完全竖直于XY工作台,因此调整板通过中间2个螺钉固定在Z轴平面上,并通过四周的4个螺钉顶到Z轴平面上。调整方式如图2所示:螺钉3、螺钉4旋入,L2减小,调整板右移,反之调整板左移;螺钉1、螺钉2旋入,螺钉5、螺钉6旋出,L1加大,L3减小,调整板逆时针倾斜,反之顺时针倾斜。通过这6个螺钉旋入长度的互相配合,调整抓料装置的前后位置及倾斜角度。
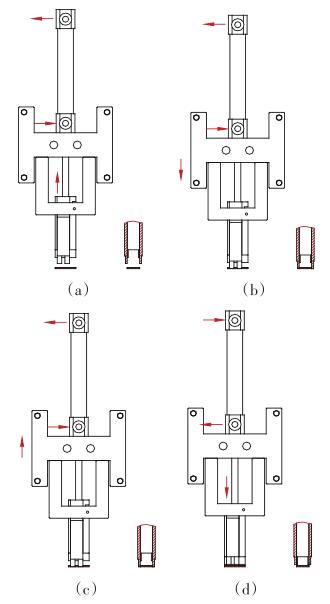
1.2抓料运动过程
1)如图3a所示,气缸下端进气,气缸的推杆回收,带动推板上提,同时限位销产生限位作用。此时推板和料爪的前端产生1个线路板厚度的段差,为线路板嵌入留出空间;同时又保证了线路板的水平,起到一个限位的作用,防止料爪按压时不平衡导致线路板倾斜、甚至无法抓料的情况发生。
2)如图3b所示,整个抓料装置下降,料爪前端(加工有0.2mm×0.2mm的倒角)与线路板的两侧接触,然后缓慢的挤压,料爪产生弹性变形,前后张开,并将线路板卡住。由于本次抓取的线路板尺寸很小,此料爪依靠自身材料的弹性变形而获得夹紧力。可以通过不同材料,不同料爪长度、厚度、变形量的选择,以及不同的热处理工艺等设计来获得不同的夹紧力;如果线路板尺寸较大,在空间允许的情况下也可以考虑使用弹簧结构或者是手指气缸等。
3)如图3c所示,线路板被两侧的料爪夹住后,通过三轴的移动将线路板移动到指定的位置。
4)如图3d所示,运动到位后,通过气缸上端进气、下端排气,气缸的推杆带动推板将线路板顶出。推板的上下位置通过限位销限位,保证了推板在限定的距离内运动。
抓料的过程如图3所示。
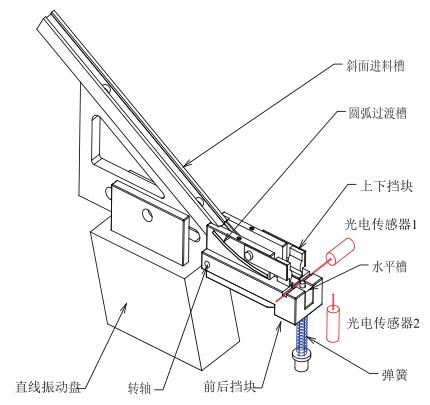
2进料装置
进料装置由斜面进料槽、圆弧过渡槽、水平槽、前后挡块、上下挡块构成,在底部装有直线振动盘。如图4所示。
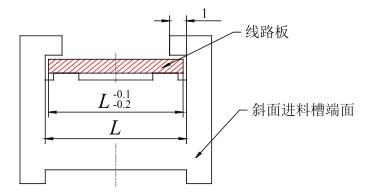
2.1斜面进料槽
斜面进料槽作用是使线路板从高处滑落,对线路板进行限位,保证线路板一片接一片的滑落,又不能互相重叠卡死。为了使线路板在导槽内能依靠自身的重力作用自由下滑,确定导槽的材料后,需对线路板和导槽的角度预先试验。根据试验结果,此处的斜面进料槽与水平面夹角设计为30°。斜面进料槽两侧设计有1mm挡位,因此线路板宽度方向两侧预先留出1.2mm的工艺边,内槽宽度与线路板有0.1~0.2mm的间隙,如图5所示。导槽细长,线切割加工前需注意预应力的消除。
2.2圆弧过渡槽
圆弧过渡槽是线路板转为水平位置的一段过渡圆弧。该段与水平槽整体加工,与斜面进料槽拼接,拼接面需比斜面稍低0~0.1mm。线路板在整个运动过程中四周均被约束,防止了线路板错位或者被挤压而拱起。
2.3前后挡块
水平槽挡前后设置有挡块,该挡块可绕转轴旋转,底部设置有复位弹簧。在料爪未取料时,挡块呈水平状态、边缘高于水平槽,此时可以起到限制线路板的作用;当料爪取料时,料爪前端触碰前后挡块,使得挡块绕转轴旋转从而让出运动空间给料爪,料爪接替挡块对线路板前后起限位作用。
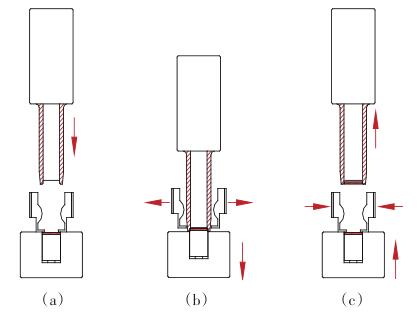
2.4上下挡块
水平槽的上方设置有上下挡块,防止线路板互相挤压而拱起,或者受到振动而掉落。该挡块自由状态时,弹簧片复位,挡块底部的限制凸起卡住线路板两侧的工艺边(见图6a);在料爪下移时,shou先料爪的外侧碰触上下挡块的圆弧面,此时挡块张开,料爪的前端充当挡块凸起部分约束线路板(见图6b);抓取到线路板后,料爪上移,此时上下挡块在弹力作用下复位,再次构成了对线路板运动的约束(见图6c)。
2.5限位装置
水平槽前端设有限位柱,在限位柱的位置放置1个光电压力变送器1;当线路板到位时,光电压力变送器接收到光反射信号。在外围设置1个垂直向上的光电压力变送器2;当料爪移动到该压力变送器上方时,可以用来判断是否有漏抓线路板的情况。
2.6直线振动盘
直线振动盘工作原理是将衔铁式的电磁铁的电磁振荡转化为系统的送料动力,将凌乱无序的工件自动有序地输送到生产线上,实现微小零件的精que输送[2]。本设计直线振动盘用于提供辅助的进料动力,进料不顺时可以通过调整振动盘的振幅或频率。
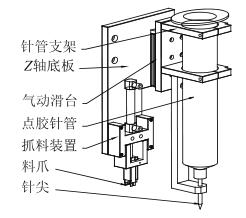
3涂胶装置
涂胶装置由固定壳体的底座和点胶针管组成。
点胶针管固定在Z轴上,与抓料装置固定于同一个固定板上,二者的运动平面不一致。为了避免互相干涉,点胶针管固定于气动滑台上,滑台再固定在Z轴上,通过气动滑台的上下升降,可以使针尖处在料爪的上方或下方,如图7所示。
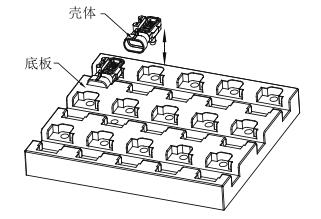
固定壳体的底座根据三轴机X、Y轴的运动极限可以设计成几行几列的结构,固定于三轴机XY底座上,底板设计有放置壳体的凹槽、壳体之间设计取料的让位槽,如图8所示。
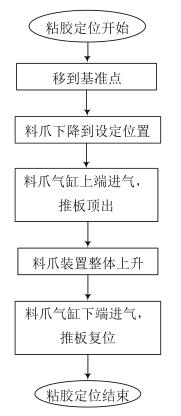
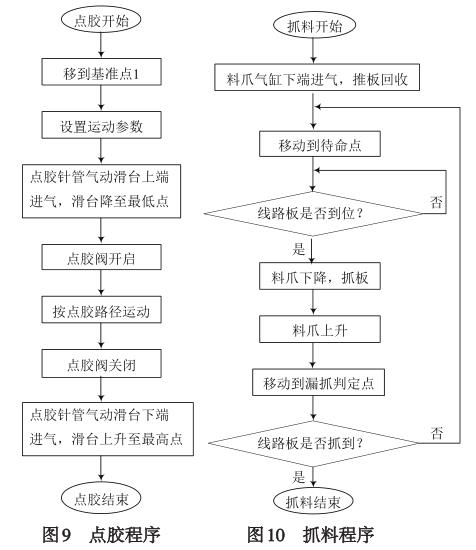
4工艺流程设计
生产流程为:点胶、抓料、粘胶定位依次循环进行。各个过程分别如图9、图10、图11所示。
5结束语
本设计线路板抓取固定装置通过样机试制、试产,基本能满足设计的要求,邦定后的线路板通过本装置固定到壳体上,较好的保护了芯片和金线。但还有部分问题需要注意或者设计改进:
1)使用中导槽及料爪易附着杂质,需及时清理。杂质的主要来源为线路板微割后产生的毛刺脱落物。
2)三轴机尽量选用有子
程序功能的机型,有利于阵列产品的个别微调。
3)步进电机失步直接影响控制系统的稳定性和控制精度[3],因此调试时需留有余量或者增加缓冲机构。三轴机如果采用的是步进电机驱动,需特别注意这点。
注明,永利总站总区仪表文章均为原创,转载请标明本文地址

 组成,如图1所示。
组成,如图1所示。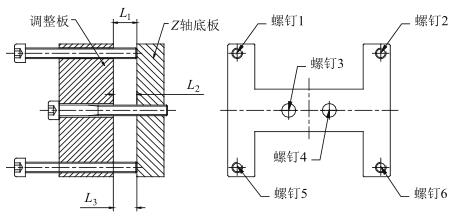
 程序功能的机型,有利于阵列产品的个别微调。
程序功能的机型,有利于阵列产品的个别微调。