’™ “™£∫Œ™¡À±£÷§¡∂”Õ≥ßµƒ∫À–ƒª∑±£◊∞÷√——»˝¡™∫œ¡Úª«ªÿ ’◊∞÷√µƒ∆ΩŒ»‘À––£¨ ± ’þ≤˚ ˆ¡À UTD –ÕµÁ∂Ø∏°Õ≤“∫Œª±‰ÀÕ∆˜°¢ ∆Ω∫‚»ð∆˜°¢ ¥µ∆¯ Ω“∫Œªº∆°¢ ÷«ƒÐ≤Ó—π±‰ÀÕ∆˜ 4 ÷÷“∫Œª≤‚¡ø◊∞÷√µƒΩ·ππ”Îπ§◊˜‘≠¿Ì£¨ ∑÷Œˆ¡À∆‰≥£º˚π ’œ£¨ ÷≥ˆ¡À¥¶¿Ì∑Ω∑®£¨ ”––ß÷∏þ¡À»˝¡™∫œ¡Úª«ªÿ ’◊∞÷√µƒ¡Úª«ªÿ ’¬ £¨ Œ™Ω‚æˆÕ¨¿ý◊∞÷√≥§÷Ð∆⁄‘À––Œ Â÷π©¡Àºº ıÀº¬∑£¨ æþ”–“ª∂®µƒΩ˺¯“‚“°£nIi—π¡¶±‰ÀÕ∆˜_≤Ó—π±‰ÀÕ∆˜_“∫Œª±‰ÀÕ∆˜_Œ¬∂»±‰ÀÕ∆˜
‘⁄»˝¡™∫œ¡Úª«ªÿ ’◊∞÷√÷–£¨ ”√”⁄≤‚¡ø“∫Œªµƒ◊∞÷√”– UTD –ÕµÁ∂Ø∏°Õ≤“∫Œª±‰ÀÕ∆˜°¢ ∆Ω∫‚»ð∆˜°¢ ¥µ∆¯ Ω“∫Œªº∆°¢ ÷«ƒÐ≤Ó—π±‰ÀÕ∆˜°¢ UDE –Õ…‰∆µµºƒ…“∫Œª±‰ÀÕ∆˜µ»£¨ ∆‰÷– π”√#∂ýµƒ“∫Œª≤‚¡ø◊∞÷√ «UTD –ÕµÁ∂Ø∏°Õ≤“∫Œª±‰ÀÕ∆˜°£ ‘⁄æþÔ¶”√π˝≥Ã÷–£¨∏˜¿ý◊∞÷√æ≠≥£≥ˆœ÷π ’œ£¨ µº÷¬◊∞÷√≤‚¡ø≤ª◊º»∑£¨”∞œÏ¡À’˚Ã◊◊∞÷√µƒ∆ΩŒ»‘À–– [1-3] °£ Œ™¡À»∑±£»˝¡™∫œ¡Úª«ªÿ ’◊∞÷√∞≤»´∆ΩŒ»‘À––£¨ ± ’þΩ·∫œ≤‚¡ø◊∞÷√‘À––µƒ µº «Èøˆ£¨ …Ó»ÎÃΩÃ÷∆‰”∞œÏ“ÚÀÿ£¨ ∑÷Œˆ∆‰≥£º˚π ’œ≤¢Ã·≥ˆ¥¶¿Ì∑Ω∑®£¨ Õ¨ ±Œ™Ω‚æˆÕ¨¿ý◊∞÷√≥§÷Ð∆⁄‘À––Œ Ã‚Ã·π©ºº ıÀº¬∑°£
1 UTD –ÕµÁ∂Ø∏°Õ≤“∫Œª±‰ÀÕ∆˜π ’œ∑÷Œˆº∞¥¶¿Ì
1.1 Ω·ππ”Îπ§◊˜‘≠¿Ì
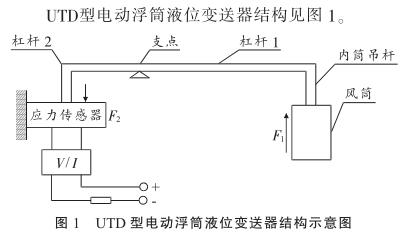
UTD –ÕµÁ∂Ø∏°Õ≤“∫Œª±‰ÀÕ∆˜Ω·ππº˚Õº 1 °£
‘⁄Õº 1 ÷–£¨ µÁ‘¥µÁ—πŒ™÷±¡˜ 24 V £¨ µÁ¡˜Œ™ 4~20 mA °£ ”…Õº 1 ø…“‘ø¥≥ˆ£¨ µ±∑ÁÕ≤µƒƒ⁄Õ≤ ÐµΩ“∫ŒªÃœڅœµƒ∏°¡¶ F 1 ∫Û£¨ Õ®π˝∏Ð∏Àµƒ◊˜”√ π”¶¡¶¥´∏–∆˜ ÐµΩ“ª∏ˆœÚœ¬µƒ¡¶ F 2 Œ™
F 2 =L 1 F 1 /L 2 =k 0 F 1 . £® 1 £©
”¶¡¶¥´∏–∆˜µƒ◊™ªªµÁ¡˜ I ”Ρ¶µƒπÿœµŒ™
I=k 1 F 2 =k 0 k 1 F 1 =kF 1 . £® 2 £©
æ≠∑÷Œˆø…÷™£¨ ◊™ªªµÁ¡˜ I ”΃⁄Õ≤µƒ∏°¡¶ F 1 ≥…œþ–‘πÿœµ°£
1.2 ≥£º˚π ’œ∑÷Œˆº∞¥¶¿Ì∑Ω∑®
1 £© ±‰ÀÕ∆˜π ’œ°£ ∏√π ’œµƒœ÷œÛ «“∫Œª÷∏ æ≤ª◊º£¨ ∫ˆ¥Û∫ˆ–°£¨ ”√–°¬ðÀøµ∂µ˜–£¡ø≥Ã÷∏’Σ¨ ∑¢œ÷¡ø≥Ã÷∏’Î≤ª∂Ø°£ ¥À ±–Ë“™∏¸ªª±‰ÀÕ∆˜≤¢÷ÿ–¬–£—È∏°Õ≤£¨ ≤≈ƒÐÕ∂»Î…˙≤˙°£
2 £© ¥´∏–∆˜π ’œ°£ ∏√π ’œµƒœ÷œÛ «“∫Œª÷∏ æ‘⁄ƒ≥“ªŒª÷√≤ª∂Ø°£ æ≠π˝± ’þ∂ý¥Œ≤–∂—–æø£¨ ∑¢œ÷‘⁄∫√µƒ¥´∏–∆˜÷–£¨ ∫÷—¬Ã°¢ ∫÷—∫Ï°¢ ∫÷—«≥∫Ï°¢ ∫Ï—¬Ã°¢ ª∆—¬Ãµ»¡Ωœþº‰µÁ◊Ëæ˘Œ™ 2.9 kΩ °£ ÷ª“™Õ®π˝ÕÚ”√±Ì≤‚¡ø…œ ˆ∏˜œþ÷ƺ‰µƒµÁ◊Ë «∑ÒŒ™ 2.9 kΩ £¨ ±„ø…
“‘»∑∂®¥´∏–∆˜∫√ªµ£¨ ¥”∂¯ºı…Ÿ≤◊∞¥´∏–∆˜µƒ¿Õ∂Ø£¨Œ™…˙≤˙”Ƶ√ ±º‰°£
3 £© ∏°Õ≤Õ—¬‰π ’œ°£ ∏√π ’œµƒœ÷œÛ «“∫Œª÷∏ æ º÷’Œª”⁄#¥Û÷µ°£ ∆‰‘≠“Ú «œÞ÷∆∂§ªÚµı∏À¬ðƒ∏Õ—
¬‰°£ ¥À ±–ËΩÙπÃœÞ÷∆∂§ªÚµı∏À¬ðƒ∏∑Ωø…’˝≥£ π”√°£
4 £© ∏°Õ≤∆∆¡—”Î∏°Õ≤»ÎÀÆπ ’œ°£ ∏√π ’œµƒœ÷œÛ «“∫Œª÷∏ æ º÷’Œª”⁄#–°÷µ°£ ¥À ±–Ë“™∏¸ªª≈‰Ã◊∏°Õ≤£¨ ªÚ’þ∏¸ªª’˚î“∫Œª±‰ÀÕ∆˜°£
2 ∆Ω∫‚»ð∆˜π ’œ∑÷Œˆº∞¥¶¿Ì
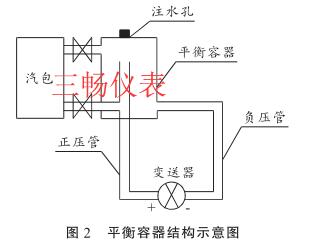
»˝¡™∫œ¡Úª«ªÿ ’◊∞÷√≥µº‰µƒ∆˚∞¸“∫Œª≤‚¡ø‘≠¿¥ «”√ UTD –ÕµÁ∂Ø∏°Õ≤“∫Œª±‰ÀÕ∆˜£¨ ‘⁄ µº π”√÷–”…”⁄∆˚∞¸ƒ⁄ÀÆŒ¬≥¨π˝ 200 °Ê £¨ —π¡¶¥ÔµΩ 4 MPa £¨ “Ú¥À∆˚∞¸ƒ⁄≤˙…˙¥Û¡øµƒ’Ù∆˚£¨ ∂‘ƒ⁄∏°Õ≤”∞œÏ∫Ð¥Û£¨ »ð“◊≥ˆœ÷ºŸ“∫Œªœ÷œÛ£¨ ‘Ï≥…∂ý¥Œ¥ÌŒÛ≤Ÿ◊˜°£ ∏ƒΩ¯…˺∆∫Û≤…”√∆Ω∫‚»ð∆˜ £®º˚Õº 2 £©£¨ ”…”⁄∆Ω∫‚»ð∆˜ƒ⁄√ª”–ø…∂Ø≤øº˛£¨ “Ú∂¯øÀ∑˛¡À∏þ—π¡¶’Ù∆˚∂‘∆‰µƒ”∞œÏ£¨ ¥”∂¯ø…“‘Œ»∂®µÿ≤‚≥ˆ“∫Œª°£ ∆Ω∫‚»ð∆˜‘⁄Õ∂”√«∞£¨ “™œ»Ω´∏∫“˝—ππÐπý¬˙ÀÆ£¨ ≤¢‘⁄±ÌÕ∑ªÚ∑÷≤º Ωøÿ÷∆œµÕ≥£® Distributed Control System £¨ DCS £© …œ µ––∏∫«®“∆∫Û≤≈ƒÐÕ∂”√°£ ¥ÀÕ‚£¨ ‘⁄∆Ω∫‚»ð∆˜ π”√π˝≥Ã÷–£¨ ªπ“™◊¢“‚ºÏ≤È◊¢ÀÆø◊º∞∏˜¥¶¡¨Ω”ø⁄”–√ª”––𬩰£
3 ¥µ∆¯ Ω“∫Œªº∆π ’œ∑÷Œˆº∞¥¶¿Ì
3.1 Ω·ππ”Îπ§◊˜‘≠¿Ì
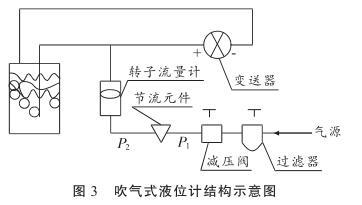
¥µ∆¯ Ω“∫Œªº∆Ω·ππº˚Õº 3 °£ —πÀıø’∆¯æ≠π˝π˝¬À∆˜∫Õºı—π∑ߣ¨ ∏˘æð±ª≤‚“∫Œªµƒ«Èøˆ£¨ Ω´∆¯—πΩµµΩƒ≥“ª ˝÷µ P 1 £¨ æ≠π˝Ω⁄¡˜‘™º˛ΩµµΩ P 2 £¨ ‘Ÿæ≠π˝◊™◊”¡˜¡øº∆£¨ #∫Û—πÀıø’∆¯”…»ð∆˜ƒ⁄µƒµº∆¯πÐœ¬∂À≥®ø⁄¥¶“ð≥ˆ°£ µ±µºπÐœ¬∂À”–Œ¢¡ø∆¯≈ð“ð≥ˆ ±µºπЃ⁄µƒ∆¯—πº∏∫ı”Î∑‚“∫—π¡¶œýµ»£¨ µ±“∫Œª…œ…˝ªÚœ¬Ωµ ±£¨ ∑‚“∫—π¡¶ÀÊ÷Æ…˝∏þªÚœ¬Ωµ£¨ ÷¬ π¥”µºπГð≥ˆµƒ∆¯¡ø“≤“™ÀÊ÷ƺı…ŸªÚ‘ˆº”°£ ”…”⁄Ω⁄¡˜‘™º˛µƒŒ»¡˜◊˜”√£¨ π©∆¯¡ø «∫„∂®≤ª±‰µƒ£¨ ‘ÚµºπЃ⁄µƒ—π¡¶ ∆±ÿÀÊ“∫∑‚—π¡¶µƒ…˝Ωµ∂¯…˝Ωµ£¨ “Ú¥À±‰ÀÕ∆˜ø…“‘ÀÊ ±÷∏ æ≥ˆ“∫Œªµƒ±‰ªØ°£ ∆¯Ã¡˜¡øµƒ¥Û–°“ª∞„“‘‘⁄#∏þ“∫à±»‘”–∆¯≈ð“ð≥ˆŒ™“À£¨ ¡˜¡øπ˝¥Û£¨ ‘Ú¡˜æ≠µºπеƒ—πΩµ±‰¥Û£¨ ’‚—˘ª·“˝»ÎΩœ¥Ûµƒ≤‚¡øŒÛ≤Ó£ª ¡˜¡øπ˝–°£¨ ”÷ª·‘Ï≥…≤‚¡ø÷Õ∫Û°£
3.2 ≥£º˚π ’œ∑÷Œˆº∞¥¶¿Ì∑Ω∑®
“ª «µº∆¯πеƒ’˝—πœ¬∂À°¢ ∏∫—πœ¬∂À±ª¡Úª«∂¬»˚£¨ œ÷œÛ «¥µ∆¯ Ω“∫Œªº∆œ‘ æ∆´¥ÛªÚœ‘ æ#¥Û÷µ£¨–Ë“™”√’Ù∆˚¥µ…®£¨ ¥µÕ®∫Û≤≈ƒÐ’˝≥£ π”√°£ ∂˛ «µº∆¯πбª∏Ø ¥¥©ø◊£¨ “∫Œªº∆œ‘ æ≤ª◊º£¨ –Ë∏¸ªªµº∆¯πа£
4 ÷«ƒÐ≤Ó—π±‰ÀÕ∆˜π ’œ∑÷Œˆº∞¥¶¿Ì
4.1 ÷«ƒÐ≤Ó—π±‰ÀÕ∆˜µƒπ§◊˜‘≠¿Ì
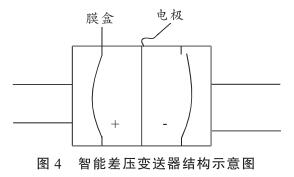
÷«ƒÐ≤Ó—π±‰ÀÕ∆˜Ω·ππº˚Õº 4 °£ ≤Ó—π◊˜”√‘⁄ƒ§∫–ƒ⁄£¨ µ±≤Ó—π≤˙…˙±‰ªØ ±£¨ Õ∆∂Ø’˝—π “°¢ ∏∫—π “µƒƒ§Õ∑“∆∂Ø£¨ π’˝—π “ƒ§Õ∑”Î÷–º‰πÃ∂®µÁº´÷ƺ‰µƒµÁ»ð¡ø∑¢…˙±‰ªØ£¨ Õ®π˝ƒ⁄≤øµÁ¬∑Ω´µÁ»ð◊™ªª≥…µÁ¡˜±‰ªØ°£ ÷«ƒÐ
≤Ó—π±‰ÀÕ∆˜∏˘æð…˙≤˙µƒ–Ë“™£¨ “™œ»Ω––’˝«®“∆ªÚ—ππÐπýÀÆ£¨ ≤¢‘⁄±ÌÕ∑ªÚ DCS …œΩ¯––«®“∆∫Û≤≈ƒÐÕ∂”√°£
4.2 ≥£º˚π ’œ∑÷Œˆº∞¥¶¿Ì∑Ω∑®
“ª «¡„µ„«®“∆°£ œ÷œÛŒ™œ‘ æ≤ª◊º£¨ –Ë“™µ˜’˚¡„µ„“‘≈≈≥˝π ’œ°£ ∂˛ «Ω”Õ∑–𬩰£ œ÷œÛŒ™œ‘ æ≤ª◊º£¨–Ë“™ΩÙπÃΩ”Õ∑ªÚ∏¸ªª»˝∑ß◊È£¨ ≤¢«“µ˜’˚¡„µ„°£ »˝ «√´œ∏πÐ¥©ø◊‘Ï≥…¥´—πΩÈ÷ £®π˔գ© –𬩰£ œ÷œÛŒ™≤‚¡ø≤ª◊º£¨ –Ë“™∏¸ªª±‰ÀÕ∆˜°£ Àƒ «Ω Ùƒ§∫–±ª≤‚ΩÈ÷ ƒ˝Ω·°£ œ÷œÛŒ™≤‚¡ø≤ª◊º£¨ –Ë“™«Âœ¥Ω Ùƒ§∫–≤≈ƒÐ≤‚¡ø◊º»∑°£
5 Ω· ¯”Ô
»˝¡™∫œ¡Úª«ªÿ ’◊∞÷√ «¡∂”Õ≥ߪ∑±£◊∞÷√µƒ∫À–ƒ£¨ “Ú¥À±£÷§∆‰∆ΩŒ»‘À––∫Д–±ÿ“™°£ Õ®π˝∂‘◊∞÷√‘À––π ’œµƒ∑÷Œˆ£¨ ≤¢Ã·≥ˆœý”¶¥¶¿Ì¥Î ©£¨ ”––ß÷∏þ¡À»˝¡™∫œ¡Úª«ªÿ ’◊∞÷√µƒ¡Úª«ªÿ ’¬ £¨ ∂‘Õ¨¿ý◊∞÷√µƒ∆ΩŒ»°¢ ≥§÷Ð∆⁄‘À––æþ”–“ª∂®µƒΩ˺¯“‚“°£