摘要:针对啤酒制造工厂二氧化碳计量存在的抗于扰能力弱的问题,本文以某啤酒制造工厂改造实例介绍了一种较低成本的二氧化碳计量方案。该方案通过选用抗振动能力较强的V锥流量计及合适的流量计安装位置,实现了较高性价比。a4Q压力变送器_差压变送器_液位变送器_温度变送器
近年来随着guojia各项环保、能源法规的出台和细化,啤酒制造工厂的二氧化碳消耗成为一项重要的计量指标。啤酒制造工厂二氧化碳消耗计量受设备工况限制普遍存在管路振动大、压力波动大的情况,目前国内各家工厂多采用带温度和压力补偿的涡街流量计进行现场计量。涡街流量计对横向振动抗干扰能力弱,工厂在二氧化碳方面降耗取得成果往往不能准确地进行横向和纵向比较,影响了经验交流和改进。
受成本限制,国内仅有少数工厂能够使用质量流量计计量二氧化碳消耗。如何在检测稳定性和成本中取得平衡,找到高性价比的二氧化碳计量方案成为啤酒生产企业面临的一个重要计量课题。本文以某啤酒制造工厂二氧化碳计量装置改造过程为实例,介绍一套高性价比的检测方案。
1、原有二氧化碳计量系统分析
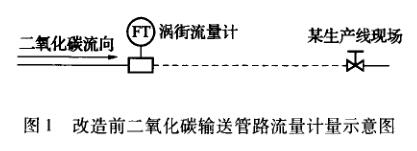
某啤酒制造工厂原有二氧化碳计量采用带温度和压力补偿的涡街流量计检测方案见图1,涡街流量计安装管路振动影响明显,增加固定点和防振胶垫后无明显改善。在振动等环境条件影响下,不能对数据有效计量。
连续数月跟踪数据反映以下几方面问题:
1)在显示波动量方面,在生产用气量稳定情况下流量计瞬时显示值在20一300kg/h范围反复波动;
2)在显示值零点方面,部分生产线停产(使用终端阀门关闭),流量计瞬时显示值不为“0�,且在变化;
3)在累计流量方面,储罐二氧化碳总量与外供总量比较差值达到10%以上。
2、2 新计量方案优势及解决措施
2.1 流量计原理
涡街流量计从检测原理上对横向振动抗干扰能力弱,即使采用进口高端品牌也难以解决横向振动问题,如果加防振座、防振胶垫、调整参数仍然不能消振就只能考虑其他检测设备;如果采用质量流量计,可从原理上解决振动问题,但限于质量流量计价格是同品牌同口径涡街流量计的2-3倍,目前国内大多数工厂并未将质量流量计列人二氧化碳计量配置方案。
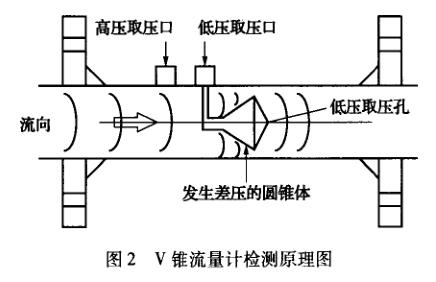
V锥流量计是20世纪80年代后研发的新型差压式流量计,其节流布局从中心孔节流改为悬挂在管线中心的一个V型锥体来做环状节流,这种几何形状与传统节流组件相比,具有压损小、稳定性好和抗干扰能力强的特点,其检测原理如图2所示。V锥体悬挂在管道中心,它迫使中心处的流速越来越慢,管璧附近的流速逐渐加快,从而达到使流速“匀化”的效果。其它差压式流量计的中心处是空的,不能使流速“匀化”,因此V锥流量计在传统的差压仪表不宜测量的低流速时仍能产生足够的差压,抗干扰强、量程比宽,能在小流量下准确计量是其#大优点。
某啤酒制造工厂尝试改用V锥流量计对二氧化碳计量,安装调试后V锥流量计较涡街流量计抗振动十扰能力有所增强,主要表现在连续生产中流量计瞬时流量显示值波动范围明显减小,如前面列举的显示波动量由20一300kg/h下降到20-200kg/h,但是显示零点和累计流量问题仍未有效解决。投人使用后生产线终端阀门全关闭时瞬时流量显示值仍有跳动,不恒为“0�;累积数据显示,分别向多条生产线输送二氧化碳管路上的流量计累计数据总和与二氧化碳储罐送出数据相比部分时段累计流量误差超出5%。
2、2分析并改进由安装位置引起的计量准确性问题
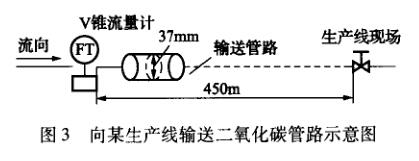
通过对相关工艺设备排查及查阅相关资料分析,发现管路(图3)压力波动与流量计数据间存在一定联系,#终找到原因。
经测算,流量计安装位置至某生产线使用终端阀门有450m管路(直径37),约相当于500L容积的缓冲空间,经查得二氧化碳在标准状态(标准大气压,20°C)下,密度为1. 977=2 (g/L),由气体守恒定律(管路在室内保温,温度变化可忽略)
根据现场检测记录,生产线暂停(用气终端关闭)时,二氧化碳供气管路压力在1-1.1MPa之间波动,若取标准状态下的觉对压力P1=0.1MPa,则波动下限和上线分别取觉对压力为P2=1.1MPa和P3=1.2MPa(此处将相对压力折算为觉对压力),将P2、P3及标准状态下二氧化碳密度p=2(g/L)带入式(2)得压力波动下限时的密度:P2=22(g/L);压力波动上限时的密度P3=24g/L。
管路压力变化造成管道内二氧化碳质量的变化量△m
式中,v为流量计安装位置到生产线使用终端阀门处管路容积。
通过上述计算可得出在某生产线暂停时,管路压力波动一个循环(管路压力由1 MPa升高到1. 1MPa后再下降到1 MPa)过程中有约lkg的二氧化碳经流量计计量后因管路压力变化又回到流量计前。
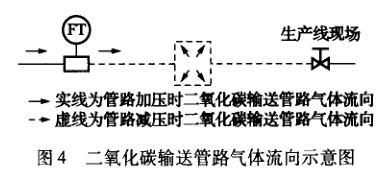
二氧化碳在管路高压时流过流量计,因为使用终端阀门关闭封闭在管路中,在管路压力下降时,部分气体由管路又回到流量计前管路中(见图4),并在下一次管路加压时再次流经流量计计量,如此反复计量,导致虽然生产线使用终端关闭,现场流量计瞬时显示值不为“0�。实际现场瞬时流量显示值#高可达100kg/h以上,对分析结果一致。生产时随管路压力波动也会造成流量计重复计量,只是比较停产时而言数量小,不易发觉。显然这是影响流量计计量准确性的一项主要原因。
跟踪的另一条生产线数据因为管路较短(约105m)且生产连续,停产时间短,因此受重复计量影响较小,通过跟踪和分析各仪表累计值也验证了这一点。
综上分析,造成误差的原因是流量计到使用工位之间管路长,管路压力波动造成流量计至使用工位前管道内二氧化碳气体在“加压一减压一加压”过程中重复计量引起的,这一分析与累计数据在连续生产时误差小,停产时误差大的现象以及到现场输送管路距离长的生产线停产较输送管路短的生产线停产影响大的现象也是吻合的。
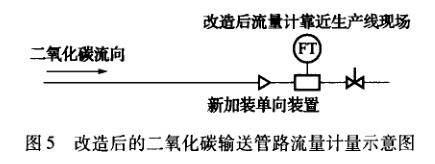
根据以上分析采取了改进措施:在改造流量计安装位置,将一次表安装至接近使用终端阀门位置,大幅减小流量计至使用工位阀门间的管道缓冲空间,减少因系统压力波动造成的重复计量;在接近流量计处管路上安装单向装置,减少因管路压力下降造成的气体反向流动,进一步减少压力波动造成的重复计量带来的影响,见图5
2.3效果验证
对两条生产线二氧化碳流量计量系统实施改造后跟踪数据如下:
1)在显示波动量方面,在生产用气量稳定情况下流量计瞬时显示值波动范围由原来20一300kg/h减小到20一80kg/h ;
2 )在显示值零点方面,原来部分生产线停产时(用气端阀门关闭),流量计瞬时显示值不为“0”,#大到100kg/h以上,改造后稳定在零点;
3)在累计流量方面,储罐二氧化碳总量与外供分表总计比较误差由原来的10%以上减小到2%以内。
考虑到计量现场存在二氧化碳用量不均匀、小流量运行时间长和振动等干扰因素多的情况,2%的总误差已经是较理想的状态,用不到质量流量计一半的成本完全达到预定的效果。
3结束语
本方案使用的V锥流量计价格与同口径涡街流量计相当,仅为同口径质量流量计的1/2一1/3。只需将流量计安装到合适位置,加人单向阀,就能取得接近质量流量计的检测效果,可作为同类生产厂二氧化碳计量的高性价比方案。
注明,永利总站总区仪表文章均为原创,转载请标明本文地址