
[摘要]本文针对实际生产中智能变送器测量室盖铣加工过程中存在的问题,进行了分析、论证,完成了铣夹具的设计改进,大幅度提高了零件铣加工的一次合格率。
1.引言
以前智能差压变送器的测量室盖的加工工艺方面不断有新问题,其中在温度测试过程中因测量室盖的加工质量问题引起的泄漏是较大的问题。本文就测量室盖加工过程中废品率高的问题展开分析。在分析问题后通过对测量室盖铣加工夹具的整改,#终有效地提高了测量室盖加工合格率,应用于实践,收到良好效果。
2.铣夹具设计改进的必要性
在智能变送器中,差压型觉对压力变送器、差压和流量变送器、液位变送器都使用到了测量室盖。在测量压力时测量室盖与检测部件构成了一个密闭空间,保证了压力的正常传递。测量室盖的合格与否直接导致装配时产生间隙,引起测量压力的泄漏,从而无法进行温度补偿测试,因此提高测量室盖合格率势在必行。
3.测量室盖加工过程中存在的问题
由于测量室盖在装配过程中两端面不平行,加之用螺栓将两个测量室盖夹紧固定在检测部件的两端后出现累计误差,使测量室盖、密封圈和检测部件三者之间不能良好接触,发生测量压力泄漏。另外在整个装配过程中始终要保持测量室盖两侧面与壳体成90°角,所以说测量室盖在装配过程中还起到一个的基准的作用。如果这个基准不精que,将直接影响到后面的一系列工序,给生产带来诸多不便。
4.分析问题
在机械加工过程中要保证加工质量和精que度,shou要问题就是每套工装夹具要统一定位基准,在基准一致的前提下出现的误差才可能#小,这样才可能#大程度地保证零件的加工合格率。
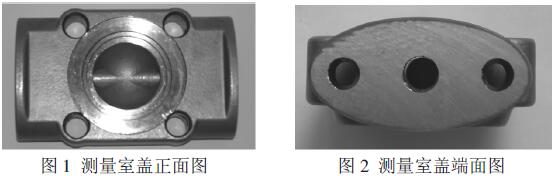
加工测量室盖时shou先由车工车其内圆,后转铣工工序加工两端面,#后由数控加工完成攻丝。由于在车工工序中是由四爪将测量室盖的4 个端角夹紧,以面为基准固定的,所以测量室盖地衣套铣夹具是由面定位的。
结束语
在设计、改进测量室盖铣加工夹具的整个过程中,问题的产生始终围绕着加工基准这一点,如果在整个测量室盖加工过程中统一定位方法,那么就可以使工件加工合格率达到#高。另外,工件在加工过程中产生误差的原因有很多,除了优化夹具来提高合格率外,将夹具经过热处理以提高其刚度和强度、严守操作规程、定期对设备和夹具进行清理和维护,都不失为提高零件加工合格率的好方法。生产实践表明,设计、改进测量室盖铣加工夹具能够满足测量室盖的加工要求,提高了零件加工的一次合格率,保证了零件加工的顺利进行。此设计思路对其它工装夹具的设计具有借鉴作用。











 关注我们 实现共赢
关注我们 实现共赢